
На этапе современной обрабатывающей промышленности станки с ЧПУ стали основой производства благодаря своим эффективным и точным возможностям обработки. Требования к точности обработки ключевых деталей типичных станков с ЧПУ, несомненно, являются основными элементами, определяющими выбор станков с ЧПУ уровня точности.
Станки с ЧПУ подразделяются на различные категории, такие как простые, полнофункциональные и сверхточные, из-за их разнообразного использования, а уровни их точности сильно различаются. Простые станки с ЧПУ по-прежнему занимают место в современной области токарных и фрезерных станков с минимальным разрешением перемещения 0,01 мм, а точность перемещения и обработки обычно находится в диапазоне от 0,03 до 0,05 мм или выше. Хотя точность относительно ограничена, в некоторых сценариях обработки, где требования к точности не очень строгие, простые станки с ЧПУ играют незаменимую роль благодаря их экономической выгоде и простоте эксплуатации.
В отличие от этого, сверхточные станки с ЧПУ разработаны специально для особых задач обработки и имеют потрясающую точность 0,001 мм или меньше. Сверхточные станки с ЧПУ часто используются в высокоточных и передовых областях, таких как аэрокосмическое и медицинское оборудование, обеспечивая надежную техническую поддержку при производстве чрезвычайно сложных и требовательных к точности компонентов.
С точки зрения точности станки с ЧПУ можно разделить на обычные и прецизионные. Обычно для станков с ЧПУ существует от 20 до 30 параметров проверки точности, но наиболее важными и репрезентативными являются точность позиционирования по одной оси, точность повторного позиционирования по одной оси и округлость испытуемого образца, полученного двумя или более связанными осями обработки.
Точность позиционирования и точность повторного позиционирования дополняют друг друга и вместе составляют комплексный профиль точности движущихся компонентов оси станка. Особенно с точки зрения повторной точности позиционирования, он подобен зеркалу, четко отражающему стабильность позиционирования оси в любой точке позиционирования в пределах ее хода. Эта характеристика становится краеугольным камнем для определения того, может ли вал работать стабильно и надежно, и имеет решающее значение для обеспечения долгосрочной стабильной работы станка и постоянства качества обработки.
Сегодняшнее системное программное обеспечение ЧПУ похоже на умного мастера с богатыми и разнообразными функциями компенсации ошибок, способным точно и стабильно компенсировать системные ошибки, возникающие в каждом звене цепи передачи подачи. Если взять в качестве примера различные звенья трансмиссионной цепи, то изменения таких факторов, как зазор, упругая деформация и контактная жесткость, не являются постоянными, а демонстрируют динамические мгновенные изменения импульса с такими переменными, как размер нагрузки на верстак, длина расстояния перемещения и скорость позиционирования движения.

В некоторых сервосистемах подачи с разомкнутым и полузамкнутым контуром механические приводные компоненты после измерительных компонентов подобны кораблям, движущимся вперед под ветром и дождем, подверженным различным случайным факторам. Например, явление термического удлинения ШВП может вызвать смещение фактического положения позиционирования верстака, тем самым внося значительные случайные ошибки в точность обработки. Таким образом, если в процессе выбора сделан правильный выбор, нет сомнений в том, что приоритет должен отдаваться оборудованию с наиболее высокой точностью повторного позиционирования, что добавляет надежную гарантию качества обработки.
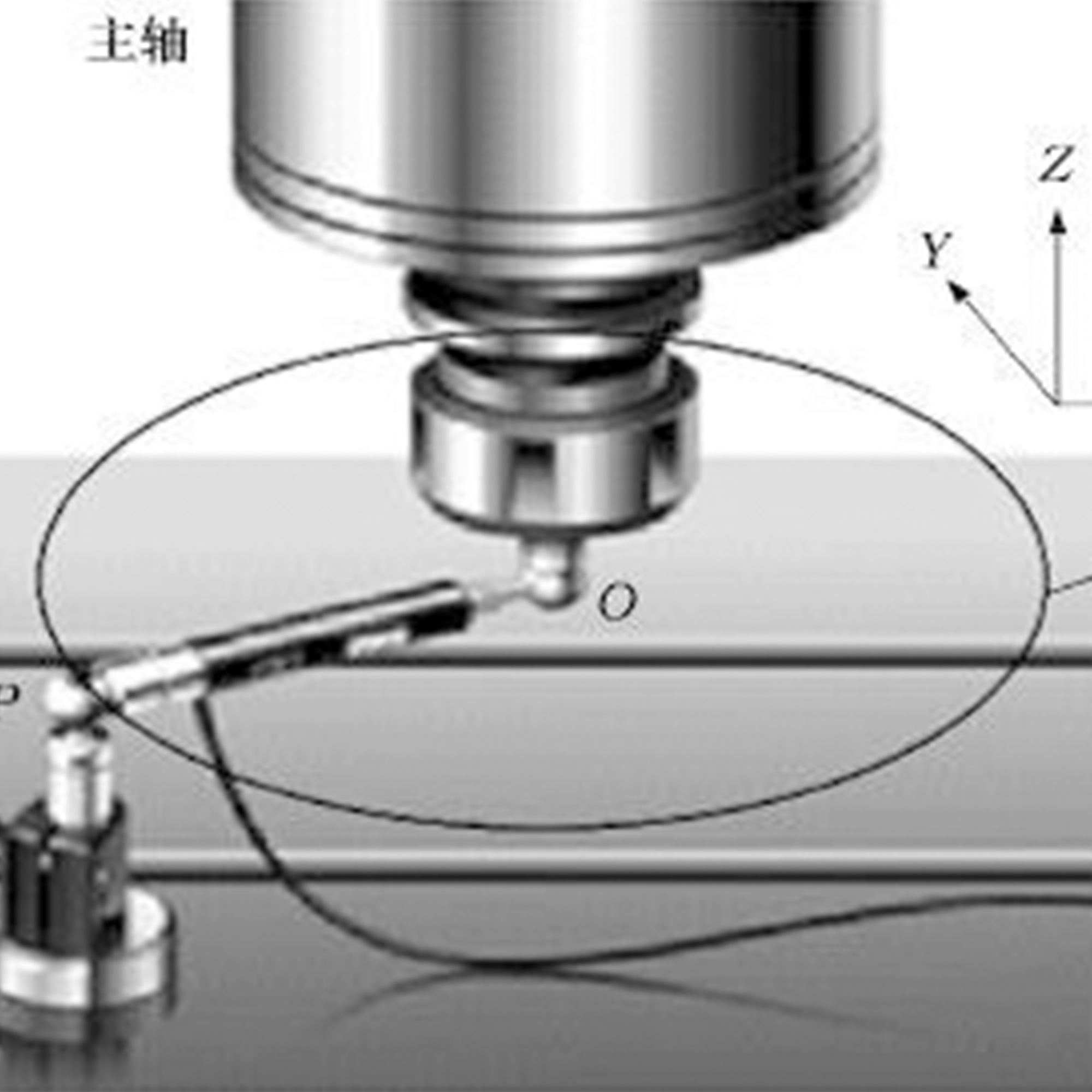
Точность фрезерования цилиндрических поверхностей или фрезерования пространственных спиральных канавок (резьб), как тонкая линейка для измерения производительности станка, является ключевым показателем для комплексной оценки следящих характеристик движения оси ЧПУ (двух или трех осей) и интерполяционной функции системы ЧПУ станка. Эффективным методом определения этого показателя является измерение округлости обрабатываемой цилиндрической поверхности.
В практике резки тестовых образцов на станках с ЧПУ метод четырехсторонней обработки фрезерным косым квадратом также демонстрирует свою уникальную ценность, которая позволяет точно оценить точность двух управляемых осей при линейном интерполяционном движении. При выполнении этой операции пробного резания необходимо аккуратно установить концевую фрезу, используемую для прецизионной обработки, на шпиндель станка, а затем выполнить тщательное фрезерование круглого образца, размещенного на верстаке. Для станков малого и среднего размера размер круглого образца обычно выбирается в пределах от 200 до 300 иен. Этот диапазон проверен на практике и позволяет эффективно оценить точность обработки станка.
После завершения фрезерования аккуратно поместите вырезанный образец на измеритель округлости и измерьте округлость его обработанной поверхности с помощью прецизионного измерительного прибора. В этом процессе необходимо внимательно наблюдать и анализировать результаты измерений. Если на фрезерованной цилиндрической поверхности наблюдаются явные признаки вибрации фрезы, это предупреждает нас о том, что скорость интерполяции станка может быть нестабильной; Если округлость, полученная в результате фрезерования, демонстрирует очевидные эллиптические ошибки, это часто отражает то, что выигрыши двух управляемых систем осей при интерполяционном движении не были хорошо согласованы; Когда на каждой точке изменения направления движения управляемой оси на круглой поверхности имеются метки остановки (т. е. при непрерывном движении резания остановка подачи в определенном положении приведет к образованию небольшого сегмента меток резки металла на поверхности обработки), это означает, что передний и обратный зазор оси не отрегулирован до идеального состояния.
Понятие точности позиционирования по одной оси относится к диапазону ошибок, возникающих при позиционировании любой точки в пределах хода оси. Он подобен маяку, непосредственно освещающему точность обработки станка и, таким образом, несомненно, становится одним из наиболее важных технических показателей станков с ЧПУ.
В настоящее время существуют определенные различия в правилах, определениях, методах измерения и методах обработки данных точности позиционирования по одной оси в разных странах мира. При представлении широкого спектра образцов данных станков с ЧПУ общие и широко цитируемые стандарты включают американский стандарт (NAS), рекомендуемые стандарты Американской ассоциации производителей станков, немецкий стандарт (VDI), японский стандарт (JIS), Международную организацию по стандартизации (ISO) и китайский национальный стандарт (GB).
Среди этих блестящих стандартов японские стандарты относительно мягкие с точки зрения регулирования. Метод измерения основан на одном наборе стабильных данных, а затем умело использует значения ± для сжатия значения ошибки вдвое. В результате точность позиционирования, полученная с использованием стандартных японских методов измерения, часто отличается более чем в два раза по сравнению с другими стандартами.
Хотя другие стандарты различаются по способу обработки данных, они глубоко укоренены в статистике ошибок для анализа и измерения точности позиционирования. В частности, для определенной ошибки точки позиционирования в ходе управляемой оси станка с ЧПУ она должна быть способна отражать возможные ошибки, которые могут возникнуть в течение тысяч раз позиционирования во время длительного использования станка в будущем. Однако из-за ограничений реальных условий мы зачастую можем выполнить лишь ограниченное количество операций во время измерения, обычно от 5 до 7 раз.
Оценка точности станков с ЧПУ подобна сложному путешествию по решению головоломки, которое не достигается в одночасье. Некоторые показатели точности требуют тщательного осмотра и анализа обрабатываемых изделий после фактической обработки станком, что, несомненно, увеличивает трудность и сложность оценки точности.
Чтобы обеспечить выбор станков с ЧПУ, отвечающих производственным потребностям, нам необходимо глубоко изучить параметры точности станков и провести всесторонний и детальный анализ, прежде чем принимать решения о закупках. В то же время крайне важно иметь достаточную и глубокую связь и обмен информацией с производителями станков с ЧПУ. Понимание уровня производственного процесса производителя, строгости мер контроля качества и полноты послепродажного обслуживания может предоставить нам более ценную справочную основу для принятия решений.
В сценариях практического применения тип и уровень точности станков с ЧПУ также должны быть научно и обоснованно выбраны на основе конкретных задач обработки и требований к точности деталей. Для деталей с чрезвычайно высокими требованиями к точности станкам, оснащенным современными системами ЧПУ и высокоточными компонентами, следует без колебаний отдавать приоритет. Такой выбор не только обеспечивает отличное качество обработки, но и повышает эффективность производства, снижает процент брака и приносит предприятию большую экономическую выгоду.

Кроме того, регулярные прецизионные испытания и тщательное техническое обслуживание станков с ЧПУ являются ключевыми мерами для обеспечения долгосрочной стабильной работы и поддержания возможностей высокоточной обработки. Своевременно выявляя и решая потенциальные проблемы с точностью, можно эффективно продлить срок службы станков, обеспечивая стабильность и надежность качества обработки. Точно так же, как уход за драгоценным гоночным автомобилем, только постоянное внимание и техническое обслуживание могут обеспечить его хорошие характеристики на трассе.
Подводя итог, можно сказать, что точность станков с ЧПУ — это многомерный и всеобъемлющий показатель, который учитывается на протяжении всего процесса проектирования и разработки станков, производства и сборки, установки и отладки, а также ежедневного использования и обслуживания. Только всесторонне понимая и овладевая соответствующими знаниями и технологиями, мы можем мудро выбрать наиболее подходящий станок с ЧПУ для реальной производственной деятельности, полностью использовать его потенциальную эффективность и привнести мощную силу и поддержку в энергичное развитие обрабатывающей промышленности.